
PP料的拉伸取向过程及拉伸工艺要点
双向拉伸聚丙烯(BOPP)薄膜具有高光泽、高挺度、阻气性好、抗冲强度高等特点,是一种性能优良的高透明包装材料。从80年代后期开始至今,BOPP薄膜在食品、饮料、香烟、服装等行业的包装上得到广泛应用。尽管BOPP薄膜的设备和技术都依赖进口,投资规模大,但由于其市场潜力大、产品附加值高,利润大,近年来再次成为塑料包装行业的投资热点。
对于一种包装材料而言,反映外观美感的光学性能和反映使用承受强度的机械力学性能是非常重要的性能指标。聚丙烯(PP)是一种结晶性聚合物,在BOPP薄膜的加工过程中,PP在力、热和电场等的作用下,经历了复杂的取向和结晶的变化,PP聚集态结构中的取向和结晶将对BOPP薄膜光学性能、力学性能起决定性影响,因此如何通过工艺的调整,控制BOPP薄膜生产过程中的取向和结晶是改善产品品质、提高产品等级的关键。
1 BOPP薄膜加工工艺
以逐次双向拉伸工艺为例,其工艺流程如下。
总体上,逐次拉伸法是将挤出的PP片材先经过纵向拉伸、后横向拉伸来完成二次取向过程。生产过程中主要控制的工艺参数有生产线速度、温度、拉伸比等。
BOPP薄膜质量控制指标包括弹性模量,纵、横向的抗张强度、断裂伸长率、热收缩率,摩擦系数,浊度,光泽度等,这些指标主要体现薄膜的力学性能和光学性能,它们与PP高分子链的聚集状态如取向、结晶等有密不可分的联系。
2 取向
由于聚合物分子具有长链的结构特点,聚合物成型加工过程中,在外力场的作用下,高分子链、链段或微晶会沿着外力方向有序排列,产生不同程度的取向,形成一种新的聚集态结构-取向态结构,致使材料在不同方向上的机械力学、光学和热力学性能发生显著变化。
BOPP薄膜生产中的取向主要包括流动取向和拉伸取向。
2.1 流动取向
流动取向发生在挤出口模中,BOPP薄膜生产通常使用衣架型模头,PP熔体在口模中成型段的流动近似为狭缝流道中的流动,在靠近流道壁面处熔体流动速度梯度大,特别是模唇处温度较低,在拉伸力、剪切应力的作用下,高分子链沿流动方向伸展取向;熔体挤出时,由于温度很高,分子热运动剧烈,也存在强烈解取向作用。因此流动取向对BOPP薄膜性能的影响相对较小。
2.2拉伸取向
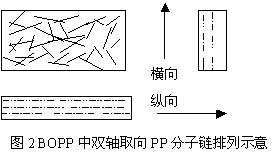
BOPP薄膜生产过程中的取向主要发生纵向拉伸和横向拉伸过程,在经过纵向拉伸后,高分子链单轴纵向取向,大大提高了片材的纵向机械性能,而横向性能恶化;进一步横拉之后,高分子链呈双轴取向状态如图2所示,因此可以综合改善BOPP薄膜的性能,并且随分子链取向度提高,薄膜中伸直链段数目增多,折叠链段数目减少,晶片之间的连接链段增加,材料的密度和强度都相应提高,而伸长率降低。但在横拉伸预热及横拉伸时,由于温度升高,分子链松弛时间缩短,利于解取向,加上横向拉伸力的作用,会在一定程度上损害分子链的纵向取向度,导致薄膜的纵向热收缩率减小。
为了制得理想的强化薄膜,拉伸取向过程中,温度、拉伸比、拉伸速度等工艺参数的控制非常重要。BOPP双向拉伸通常在玻璃化转变温度Tg至熔融温度Tm之间进行,如纵向拉伸温度一般为80-110℃,横向拉伸温度为120-150℃,在给定的拉伸比和拉伸速度下,适当降低拉伸温度,分子伸展形变会增大,粘性变形就会减小,有助于提高取向度;但过低的温度会降低了分子链段的活动能力,不利于取向;在热拉伸取向的同时,也存在着解取向的趋势,因此拉伸之后应迅速降低温度,以保持高分子链的定向程度。一般来说,在正常的生产温度下,取向程度随拉伸比的增大而增加,而随拉伸速度的增加,拉伸应力作用的时间缩短,从而影响取向的效果。
3 结晶
晶态结构是高聚物中三维有序的最规整的聚集态结构,结晶是BOPP生产加工过程中不可回避的问题,PP结晶的速度、结晶的完善程度、结晶的形态、晶体的大小等对生产工艺、薄膜性能都有非常重要的影响。
3.1结晶对生产工艺调整的影响
均聚PP有α、β、γ、δ和拟六方共五种晶系,其中α晶系属单斜晶系,是最常见、最稳定的结晶。PP结晶贯穿着从熔体挤出到时效处理等BOPP生产的整个过程。为了提高成膜性,PP挤出时采用骤冷铸片,以控制结晶的生成,降低结晶度;在双向拉伸时要求结晶速度较慢,以利于拉伸取向,较早、较快的结晶和较大的结晶颗粒都有可能导致破膜;在横拉后热处理定型阶段,为了提高刚性和强度,要求产生并加速结晶。
PP的**结晶速率的温度大约为0.85Tm(也可以根据DSC测定的结果确定),温度越高或越低如在Tm或Tg附近,越难结晶,在拉伸过程中要防止预热、拉伸时结晶度急剧增加,因此不要在PP**结晶速度的温度区域内选择拉伸温度,**在结晶开始熔融、分子链能够运动的温度下进行拉伸,即**结晶速度的温度到熔点之间。实际生产时应根据PP的热力学特性来相应地调整生产工艺。
3.2结晶对BOPP性能的影响
薄膜中PP的结晶度和晶体尺寸对BOPP薄膜的机械力学性能和光学性能有重要影响。结晶度高则强度高,韧性差;晶体尺寸小而均匀,有利于提高薄膜的力学强度,耐磨性、耐热性,提高薄膜的透明度和表面光泽度。
双向拉伸过程中的结晶有着高聚物聚集态结构特殊性的一面,存在取向与结晶互生现象,即取向导致结晶,结晶中有取向。拉伸取向引起晶片倾斜、滑移延展,原有的晶片被拉伸细化,重排为取向态,形成取向的折叠链晶片、伸直链晶或球晶转变为微纤晶状结构等。因此薄膜的综合性能进一步得到强化。
如研究表明,拉伸取向导致分子链规则排列,产生均相晶核,诱导拉伸结晶,形成串晶互锁结构,可以大大提高取向方向PP的力学性能;双向拉伸也可以使PP中可能产生的较大颗粒晶体破碎,从而减小晶体尺寸,提高透光率,降低雾度。如PP经双向拉伸后,雾度下降50%。
从结晶的角度来看,要生产高质量的BOPP薄膜,应尽量减小PP晶体的尺寸,一般可以从两个方面考虑,其一,工艺调整,如各段的冷却速度、温度、拉伸比、拉伸速度等;其二是配方,如主料PP的选择、成核剂的使用等。
在PP高性能工程化和透明改性方面,如何使PP结晶微细化、均质化也是重要改性途径之一。
广州w66最给力的老牌生产的薄膜双向拉伸仪能将厚度在4mm以下,小70见方的可作双向拉伸薄膜材料厚膜样片,按所需的拉伸比,在适合温度及时间内进行成膜拉伸试验,供实验室进行物理和化学测试分析,根据样膜性能,重新确定种类繁多的添加剂和配方。

型号 | FOCI-04S |
适用材料 | PP,PE ,PET, PVDF等 |
样品厚度范围 | 0.02-1.5mm手动夹 |
样品尺寸 | 98mm×98mm |
拉伸速度 | 0-300 mm/s |
速度模式 | 恒定速率 |
拉伸力 | 1000N |
拉伸方式 | 同步拉伸,以及先横向后纵向或者先 |
拉伸比 | 4: 1 |
拉伸电机功率 | 1.0KW |
拉伸机构尺寸 | 720X 720X 175 mm |
拉伸机构传动速 | 0-300mm/s |
力学采样率 | 1000Hz |
夹具数量/轴 | 共16个(X、Y轴各4个) |
夹具装片 | 手动装片 |
高温度 | 250℃ |
温度精度 | ±1℃ |
拉伸温度范围 | 室温-250℃ |
加热总功率 | 18KW |
热风电机功率 | 200W |
设备重量 | <500kg |
外形尺寸 | 1800×1000×1650mm |
工作电压 | 3相交流380V,50Hz |
整机功率 | 30KW |