
流延成型工艺制备薄膜流程 广州w66最给力的老牌
流延成型加工工艺是一种持续刷涂成型加工工艺,其有别于一般刷涂法之处就在于生产制造工艺性能好、并不中断进行加工,及其工作效率高,是一种高度自动化的刷涂成型方式。
流延成型加工工艺一般用于制备工业陶瓷,热电池电极塑料薄膜,磁制冷片,吸波塑料薄膜等,是一种制备薄膜材料的新工艺。
流延成型加工工艺制备薄膜的步骤包含:浆料制备过程、刷涂成型过程和流延塑料薄膜干躁过程等。
在浆料制备过程中,通常是首先把黏合剂和有机溶剂均匀混合,做成平稳分散水溶液,然后添加充分发挥特殊作用颗粒,使颗粒物相对稳定的分布在水溶液,产生浆料。此外,为了提升浆料的稳定,防止出现汽泡、产生地基沉降和团絮的现象,有的为了管控浆料的黏度,通常是在浆料中加入特定改性剂,例如消泡助剂、增稠剂、增粘剂和阻燃剂等。
流延成型过程就是指相对稳定的、表观粘度合适的浆料被输运到制备贮备容器中,随后借助作用力、外气体压强和机械旋转综合动力学模型功效,在和刷涂数控刀片作用时,浆料遭受裁切功效,产生在和数控刀片接触面积产生平坦的液体表面。相对稳定的、表观粘度合适的浆料被输运到制备贮备容器中,随后借助作用力、外气体压强和机械旋转综合动力学模型功效,在和刷涂数控刀片作用时,浆料遭受裁切功效,产生在和数控刀片接触面积产生平坦的液体表面。在精准控制数控刀片部位的情形下,不停顿地键入浆料并使之根据数控刀片裁切功效,排出伤口的浆料在壁厚方位几乎一致,再经过罩光漆进一步提高膜面整齐性。浆料通过此持续成型过程变成厚度均匀、表面整齐并具有一定宽度湿膜。此过程牵涉到流体力学原理,浆料在各类界限下功效的结构力学回应取决于排出刮板口湿膜厚度。
干躁过程是把上一个环节制备的湿膜干躁,使湿膜里的有机溶剂蒸发,粘接剂干固,颗粒物遍布以粘接剂为框架的高分子网络里,产生具有颗粒物独特功能的同时还有粘接剂物理性能的合成材料。干躁主要通过两个方面给予推动力:流延膜加热热氛围流动性干躁。在这样一个过程所涉及到的到流体动力学、工程热力学、化学变化动力学模型等学科交叉耦合,湿膜转变成湿膜的过程遭受以上课程基本定律操纵,科学研究工艺指标对干躁过程产生的影响对控制湿膜物理性能有积极意义。
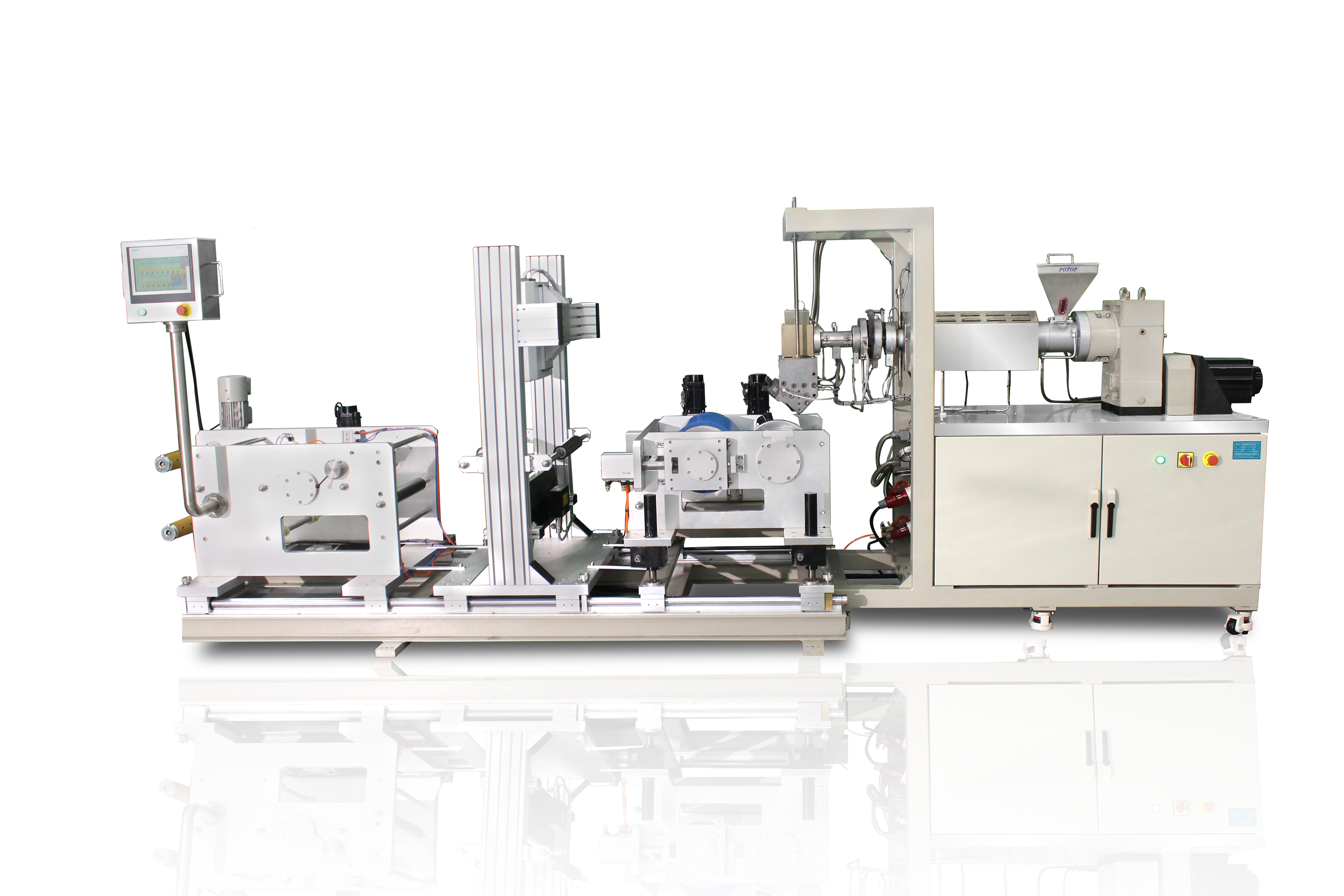
广州w66最给力的老牌制造的功能薄膜多层共挤流延试验线是通过2套高精密双螺杆挤出机、1套三层分派流延料管、1套高精密流延器等构成,可以实现高分子材料双层挤压、流延、牵引带、压边、卷取、收口等服务。
应用范围
1. 高分子材料的共挤流延成型实验
2. 共挤流延生产工艺研究与参数优化
3. 新材料共挤流延性能测试
4. 色母粒分散性能测试评估
主要技术指标
型号 | FDCI-20/28 |
适用材料 | 通用塑料 |
螺杆直径 | 20mm |
螺杆长径比 | 28 |
螺杆转速 | 0-120rpm |
模头分配形式 | A/B/A或A/B结构 |
模头宽度 | 200mm |
制品宽度 | 0-120 |
制品厚度 | 0.02-0.1mm |
辊面宽度 | 200mm |
线速度 | 0-10m/min |
压力测量范围/精度 | 0-50mpa,0.5%f.s |
加热/冷却方式 | 电加热/风机冷却 |
操作温度 | 室温-350℃ |
温度控制精度 | ±1℃ |
最高产量 | 10kg/h |
主电机功率 | 5.5kw |
控制方式 | SIEMENS PLC控制 |
工作电压 | 三相380VAC±10%,单相220VAC±10%,50Hz |
额定功率 | 约27kw |
长×宽×高 | 1700mm×1050mm×1970mm |
整机重量 | 约1600kg |