多层共挤流延膜的性能特点 广州w66最给力的老牌
随着科技的发展和人们对产品性能要求的提高,未来流延薄膜的发展会出现以下新的趋势:
(1)产品的安全化:随着人们对人类自身健康的重视,就要求材料具备安全化,不能对人类健康产生危害;
(2)产品智能化:随着科技的进步,要求一种产品同时具有防腐、保鲜、抗菌、防伪、等多种功能;
(3)产品的轻量化:为了响应环保要求,产品的包装材料要减量,这就要求包装膜具有轻薄化和轻量化特点;
(4)设备的高效化:目前流延设备正朝着大型化、高效化、快速化和自动化方向发展。
多层复合膜的成型方法有很多,但总的来说主要分为:涂布法、层压法和多层共挤法等;目前国外的共挤技术发展的很快,尤其是一些发达国家,其多层共挤出复合膜的用量已占装膜总产量的三分之一以上。
聚合物的多层共挤技术是指:一种采用多台挤出机挤出,其分别供给不同的物料,挤出的不同物料在同一复合模具内复合,最终得到具有多层结构的复合制品的加工过程;多层共挤出技术是一种比较先进的塑料成型方法,目前已被广泛应用;采用多层共挤出技术制备复合产品的目的在于:综合不同材料的性能和外观,使复合产品具有各项优良性能或特殊要求的性能,例如:阻氧、隔水、粘接性能等;
为了将不同聚合物熔体贴合在一起,一般是通过以下几种方法实现的:
1、直接在成型机头内;
2、在进入机头之前复合;
3、从机头出来之后实现复合;
因此共挤出机头的设计是共挤出技术的关键所在。
多层共挤流延膜从结构上可分两大类:对称结构即A/B/A和非对称结构即A/B/C。
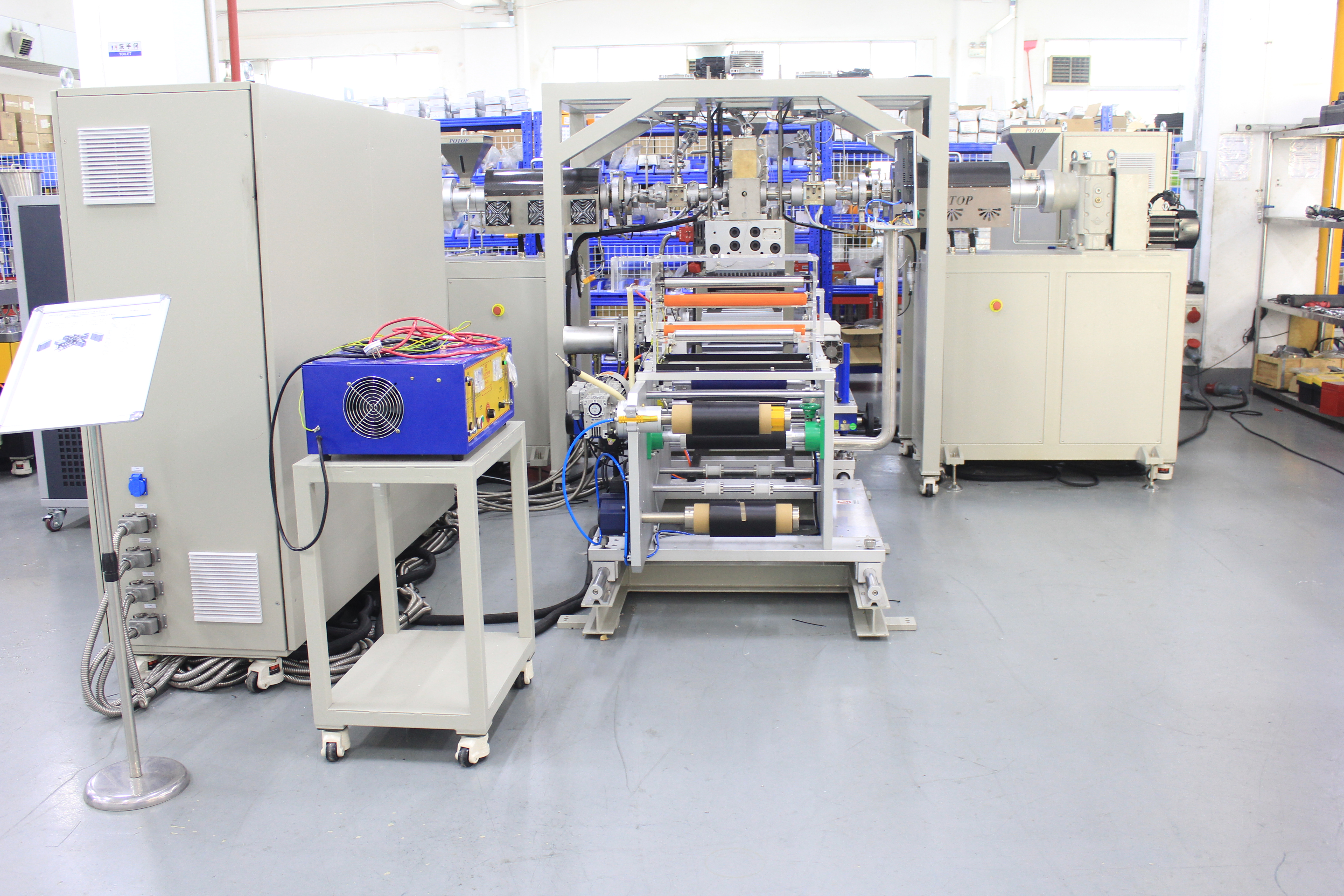
广州w66最给力的老牌生产的单螺杆ABC共挤流延实验线是由三台主机(单螺杆挤出机)和一套辅机(流延成型机)组成。主要用于高分子材料的共混改性、新材料配方研发、工艺优化、质量控制及小规模生产等。
主机由主电机、减速箱、喂料系统、混合混炼挤出系统、换网器、熔体泵以及电气控制系统等组成。
(1)主电机:采用伺服电机,功率5.5 kW,额定转速1500 r/min。
(2)减速箱:减速比12.5,可承受螺杆轴向推力。
(3)混炼挤出系统:主要由螺杆,机筒,模头三部分组成。
① 螺杆:具有耐磨和防腐蚀等特点,,螺杆直径φ25,长径比28。
② 机筒:根据螺杆的长径比,采用电加热方式分区加热,其中压力测试点。
③ 模头:本仪器的配置模头其采用高性能材料制造,具有优良的耐腐蚀性和耐磨损性。模头宽度300mm,膜厚0.05-0.15mm手动调节)。
(4)温控系统:由机筒、模头加热系统、机筒冷却系统和温度测量与控制系统三大部分组成。
①机筒加热采用陶瓷加热器,其结构为剖分式,形状与机筒外型相吻合,用螺钉紧固在机筒上,具有较强通用性,易拆装、易更换。
② 温度测量及控制系统由加热器、热电偶,固态继电器、电磁阀、PLC智能控制系统等组成。
本仪器的温度测量与控制由PLC控制器完成,机组按机筒划分温控区,对应安装一个热电偶和电磁阀(主喂料机筒属非控区,不装热电偶和电磁阀,长期处于冷却状态)。
③ PLC智能控制系统:多路信息输入和输出,具有强大的信息采集、信息判断,信息反馈等功能。在温控方面可根据热电偶测得的温度,采用PID加模糊控制算法,并将控制信息反馈到各执行元件,决定固态继电器和电磁阀的通断,使各区温度维持在设定的温度。在电控柜面板上装有操作显示屏,可方便地对各个环节进行参数的设定和调整,也便于观察各流程的控制、故障预警等情况。
(5)电气控制系统:所有的参数设置、系统控制、数据记录等均通过安装在仪器上方的触摸屏进行操作/显示。启动仪器的相关的具体操作请参考软件操作说明。
主机参数
螺杆直径 | Φ25mm |
螺杆长径比 | 28:1 |
螺杆电机额定功率 | 5.5kW |
螺杆电机额定转速 | 1500r/min |
螺杆最高转速 | 100rpm |
**扭矩 | 525N•m |
温区数量 | 主机料筒:3区, |
温区功率 | 料筒加热3.5kW |
机筒最高工作温度 | 主机A:350℃ |
温度控制精度 | ±1℃ |
料斗容量 | 4L |
熔体泵 | 5CC |
熔体泵电机功率 | 750W |
物料适应范围 | PP/PE等 |
最高产量 | 约8kg/h |
工作电压 | 3相AC380V,50 Hz |
实验线长×宽×高 | 约6600×5100×2132mm |