多层复合薄膜的加工方法(2)-挤出流延复合设备广州w66最给力的老牌
4、多层共挤挤出复合
这种挤出复合是复合软包装材料的主要生产方法之一,是采用3台以上的挤出机,将不同功能的树脂原料如:PA、PE、PP等,分别熔融挤出,通过各自的流道在一个模头汇合,再经过吹胀成型,冷却复合在一起。由于多层共挤复合薄膜具有其所用原料的各自的性能,能够很好的满足包装的功能性要求,产品常见的结构有:
(1)PE/TIE/PA/TIE/PE(PA) 较高阻隔,中等强度
(2)PE/TIE/EVOH/TIE/PE 高阻隔,中等强度
(3)PA/EVOH/PA/TIE/EVA 高阻隔,高强度
其中:PA ,EVOH提供良好的阻隔性能,可阻隔氧气、香气等;PE ,EVA等聚烯烃可提供优秀的水蒸气阻隔能力,并具有良好热封性。同时还可满足:巴氏杀菌,水煮杀菌、紫外线杀菌、微波杀菌等要求。若杀菌条件为121℃,30min高温蒸煮,可将PE换成耐高温的PP即可,另外,若需要印刷,经在线电晕处理即可。对于不同食品的包装要求及包装设备,还可以调节热封层的材料来满足:
(1)EVA低温热封
(2)m-LLDPE抗污染热封性
(3)EAA油类制品的热封
(4)Surly贴体性、抗污染热封性
多层共挤多功能包装薄膜材料能够很好满足各种包装场合的需要,又具有干式复合膜无法比拟的优点,可代替干式复合薄膜或减少干式复合的次数,更具有环保节能的特点。通过调整阻隔层的厚度及多种阻隔材料的搭配使用,可以灵活的设计出不同阻隔性能的薄膜,还可灵活更换调配热封层材料,满足不同包装的需求,取代了许多以干式复合为主体的包装市场。所以,这种共挤复合的多层化,多功能化正是今后包装薄膜材料发展的主流方向。
多层共挤复合是一种绿色化复合生产工艺,尤其是对于目前食品包装行业,原料由专门的输料管道集中对每层统一供料,加工过程无原料暴露、无环境污染现象。其粘结层是经过改性后的LLDPE原料,对环境、食品及人体无毒害,更不会涉及到传统的千式复合所谓的溶剂残留现象,无废气污染,也不同与干式复合、无溶剂复合和一般单层挤出复合工艺,需要干燥箱来进行处理,因此,能源消耗也较少。除此之外,多层共挤复合工艺还具有以下优点:
(1)成本低
多层共挤复合工艺使用多种不同功能的树脂,只采用吹塑一道工序即可制成具有多功能的复合薄膜制品,可降低生产成本。并且,还可在满足客户使用要求的前提下,将所需性能的树脂原料减至最小厚度,单层最薄可达2-3um,可大大减少昂贵的树脂使用量,又降低了材料成本。
(2)结构灵活
多层共挤技术可将多种原料进行不同组合的搭配,充分利用不同性能的原料,一次成型,不受市场相关产品规格的限制,有效的满足不同包装场合的需要。层次越多,结构设计越灵活,成本越低。
(3)复合能高
共挤复合过程将熔融的粘合剂和基础树脂复合在一起,此工艺复合的剥离强度很高,通常可达3N/15mm以上,甚至无法剥离,适应于一般的包装材料。对剥离强度要求高的产品,可加人热粘性树脂进行复合,剥离。
(4)用途广泛,使用环境宽广
多层共挤复合材料制品可以涵盖几乎所有的包装领域:食品、日化产品、饮料、药品、保护膜甚至航空航天产品等,目前国内的许多干式复合材料制品在国外都已采用共挤复合工艺。干式复合工艺无法生产的牙膏管、纸塑铝复合产品、航空航天等产品也都是采用共挤复合工艺来实现。随着共挤复合树脂、工艺和设备各方面的深人研究和不断创新,多层共挤复合将会向更广阔的范围拓展。
多层共挤出复合膜多采用对称结构,以PA或EVOH为阻隔层,聚乙烯为热封层。粘合树脂用来粘合阻隔层和热封层。PA或EVOH是对湿度极其敏感的树脂,得到了聚乙烯层的保护,使其优秀的氧气阻隔性能得到了充分的发挥。而聚乙烯不但为产品提供了优秀的水汽阻隔性能而且提供了产品的体积和完整性。使价格较高的PA、EVOH以最小使用量发挥最有效的氧气阻隔性能,降低了成本。从多层共挤出复合薄膜的功能组合上看,主要由阻隔、热封以及粘接三个功能,通过不同聚合物的组合满足包装内容物的防氧、防湿的要求,并延长物品的贮藏期限,降低生产成本。这些功能,由四种聚合物的组合已足矣。但在市场上已出现七层、九层、十一层甚至更多层数的共挤出复合薄膜,这种多多益善已成为一种趋势得到迅速的发展。
任何一种塑料原材料都不可能同时兼有各种特点,多层共挤出复合将各种树脂所具备的不同优点集中在一起,采用互补的方法即多层组合方法,满足了大多数条件。
尼龙树脂,起阻氧、阻油渗透以及深拉伸的作用,通过牌号的选择来确定阻隔效果的优劣以及深拉伸深度的大小,通过尼龙层厚度的控制,保证薄膜的阻隔性能及深拉伸的深度符合用户的特殊要求。
聚乙烯树脂,起阻隔水以及热封作用,并具备卫生性,能耐-40℃低温,通过选用改性后的聚乙烯树脂,使薄膜在有油污染的情况下,仍然具有优异的热封性能或低温热封性能(以保护内容物),并能获得较好的视觉透明性、弹性、贴体性好,包装美观,一般是根据用户包装内容物的价值及需要进行选定。
粘合树脂,起聚乙烯薄膜层与尼龙薄膜层的粘合作用,粘合树脂的牌号一般根据所选聚乙烯或尼龙树脂牌号的不同而改变或调节厚度。
热封性在包装肉类加工食品时,是十分主要的,它是真空包装能否成功的又一主要指标(除阻隔性能以外),真空包装原理就是将食品包装密封后,抽尽其中的空气,使食品处于完全无氧的状态之下,抑制微生物组织急剧增加,提高食品的保存。如果热封性能不好,甚至出现开封现象,那么所谓真空包装就不存在了。一般的聚乙烯,在一定的厚度及薄膜无污染的情况下,热封性能是很好的。但一旦被污染,特别是被油污染后,热封性能就大大降低。根据内容物的不同,确定与之相适应的热封性树脂,以保证得到密封的效果,通常选用的有L-LDPE、离子型聚合物、改性聚乙烯等等。
复合薄膜由于各层材料不同所产生的内应力不同,由于内应力的不同会引起薄膜卷边,这给连续包装及制袋都带来许多困难,克服这一缺点的**办法,是使复合结构保持对称。采用共挤出的方法,制成聚乙烯/粘合树脂/尼龙/粘合树脂/聚乙烯五层对称结构,且每层厚度可任意调节,工艺简单、稳定、灵活、多变,能满足各种不同的深冲要求,薄膜平整、挺括、无卷边、使用方便。
另外这种对称结构,尼龙层在中间,所以不易因机械损伤而影响深冲性能,以及因为尼龙层的划伤而造成阻隔性能的下降,对保护商品及深冲成型有着至关重要的作用。该薄膜具有强度高、深拉伸性能好、热封性能优异、耐低温、耐油脂等特点。
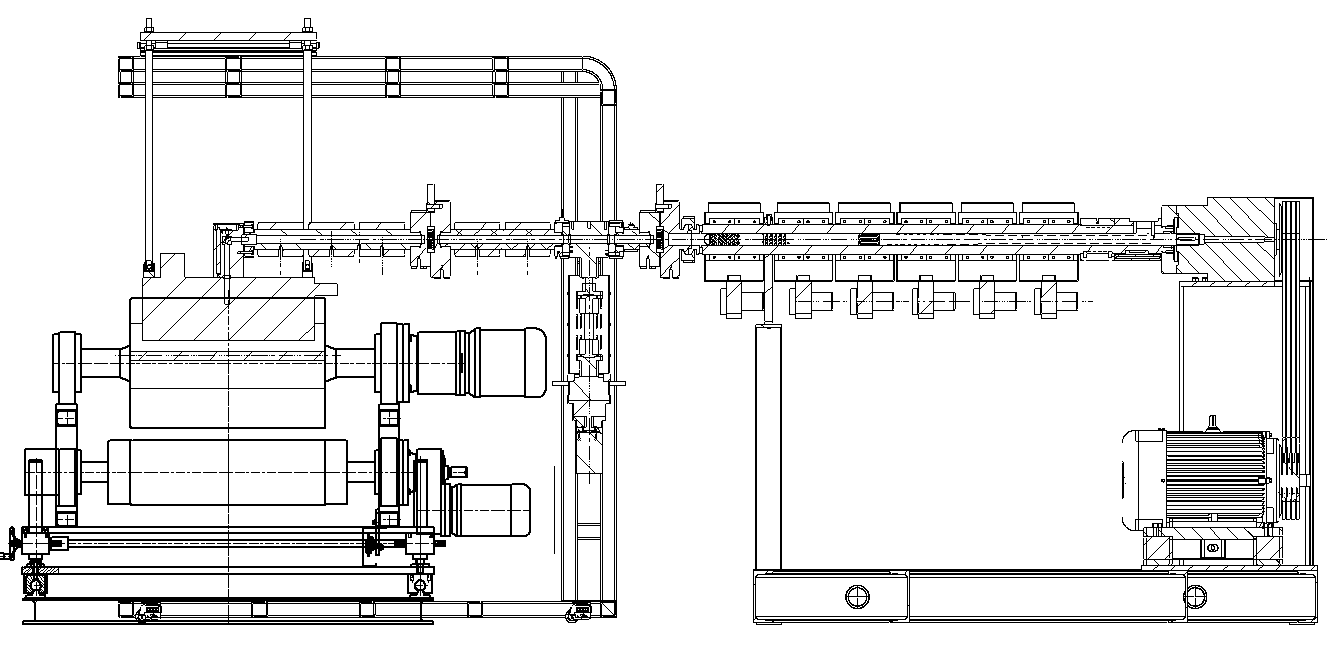
广州w66最给力的老牌生产的精密单螺杆挤出流延复合实验线是由1台精密单螺杆挤出主机、1套模头、1套流延成型机、1套电仪控制、2套放送复合装置、1套收卷装置、1台模温机组成。是一种集混合、混炼、挤出为一体的高效聚合物挤出成型装备。其中单螺杆挤出主机参数为:
总功率 | 15kW(主机) |
驱动功率 | 7.5kW |
螺杆最高转速 | 100rpm |
主螺杆直径 | Φ25mm |
进料座 | 内置水流道,软水冷却 |
长径比L/D | 28 |
机筒加热方式/数量 | 电加热/3;每区功率1500W |
进料座冷却方式 | 循环软水;水压大于2kg |
机筒冷却方式/数量 | 3区加热器配热电偶传感器, |
料斗 | 不锈钢料斗 |
机筒工作温度 | 350℃ |
温度控制精度 | ±1℃ |
压力测量点 | 1个 |
熔体温度测量点 | 1个(料筒前端) |